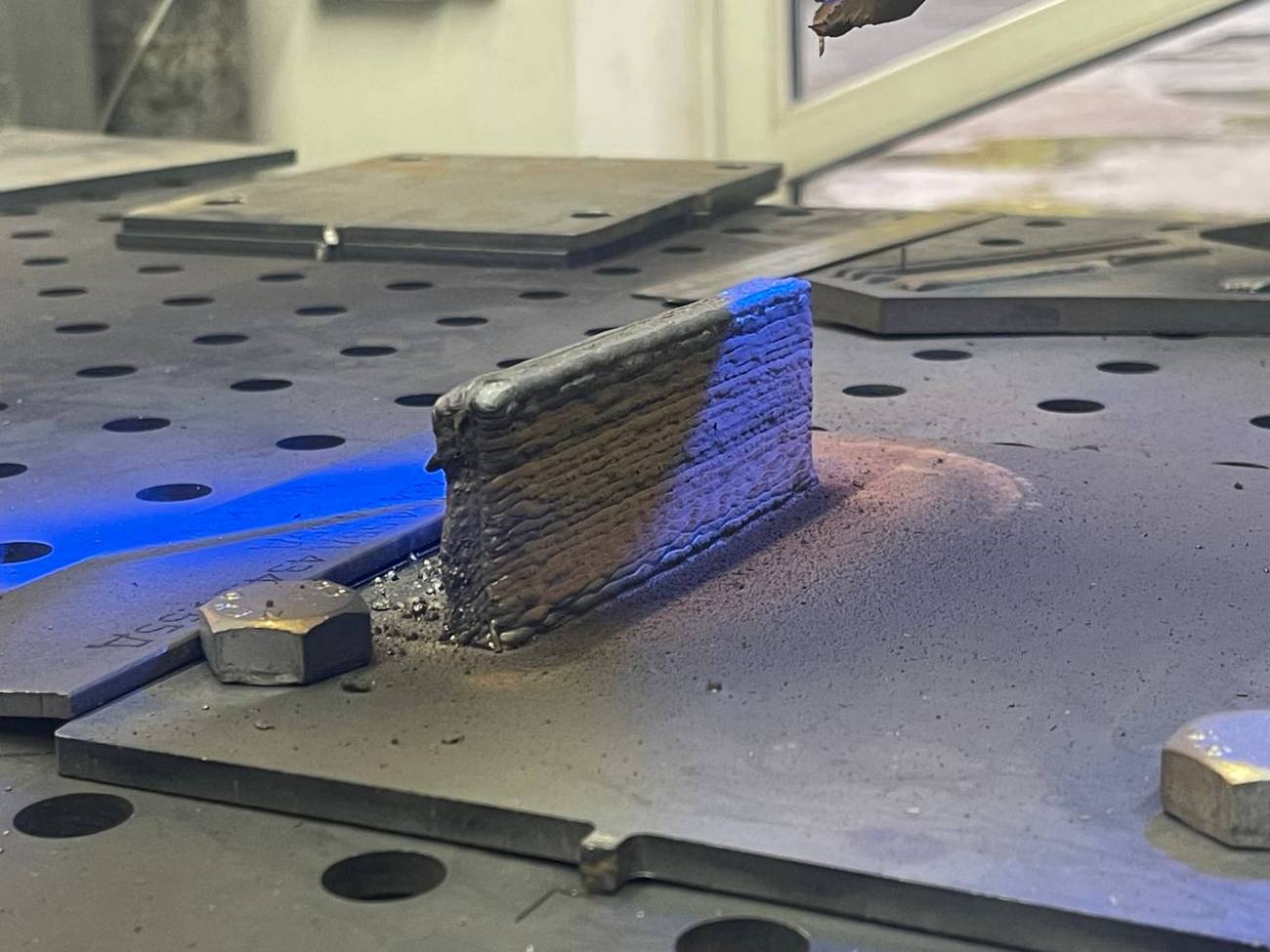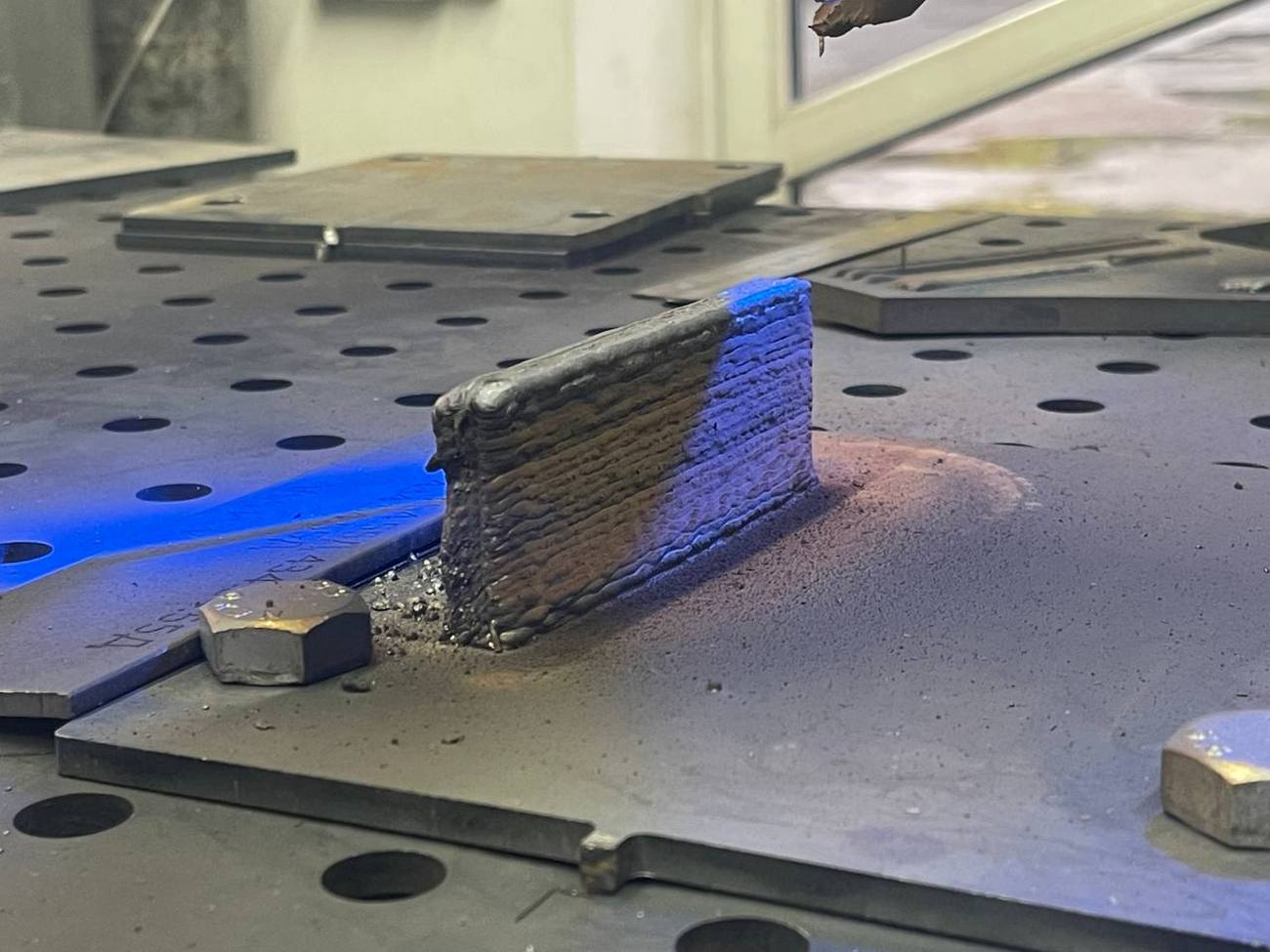
Лазерне наплавлення вертикальної стінки зі сталі 09г2с
Застосування лазерного наплавлення в металообробці дозволяє виробникам успішно вирішувати такі завдання, як зміцнення поверхні металевих деталей і заготовок за рахунок поліпшення стійкості до зношування, корозії та ерозії, а також виконання ремонту дорогих компонентів шляхом відновлення робочих поверхонь нанесенням високоефективного шару з необхідними параметрами та складом матеріалу, що наплавляється.
Однією з найчастіших проблем, що виникають при експлуатації резервуарів, котлів, судин під тиском, екскаваторів та іншого виробничого та технологічного обладнання, що працює в діапазоні температур від −40°C до +450 °C, виготовленого з конструкційної низьколегованої сталі марки 09Г2С, є локальне зношування та корозійне руйнування вертикальних стінок товщиною 8–40 мм у зонах тертя, налипання, абразивного зношування та кавітації. Такі традиційні методи відновлення, як ручне дугове, плазмове та напівавтоматичне наплавлення, мають ряд недоліків, а саме:
- жолоблення стін за рахунок відносно великої термічної зони;
- втрата ударної в'язкості сталі 09Г2С через високу, близько 20–40 %, ступінь перемішування присадного матеріалу з основним металом;
- можливість утворення тріщин і пор у металі, що наплавляється;
- велика тривалість технологічного процесу;
- необхідність виконання, в подальшому, дорогої механічної обробки.
Застосування процесу лазерного наплавлення порошковими сплавами з використанням високотехнологічного роботизованого лазерного обладнання дає можливість практичного вирішення перерахованих вище проблем.
Переваги лазерного наплавлення вертикальних стінок зі сталі 09г2с
- Мінімальна зона термічного впливу, порядку 0,5-2мм, практично не призводить до деформації стінок компонентів, що обробляються.
- Мінімальний ступінь перемішування, близько 3–8 %, дозволяє практично повністю зберігати унікальні механічні властивості матеріалу, що наплавляється.
- Відсутність жолоблення основного металу через мінімальне теплопокладання при виконанні наплавлення.
- Найменша лазерна пляма забезпечує мінімальну товщину шару за один прохід гарантуючи, тим самим, високу якість наплавлення на вертикальних поверхнях.
- Набагато більша продуктивність, ніж під час використання традиційних методів наплавлення, забезпечує вищу ефективність виробничого процесу.
- Відсутність, у більшості випадків, необхідності додаткової термообробки.
- Можливість забезпечення високої твердості шару, що наплавляється - близько 300-700 HB (на вибір).
Використовуючи волоконний лазер 4–6 кВт з роботизованою головкою прецизійного наплавлення, київська компанія LaserCWM виконує замовлення з ремонту та відновлення дорогих компонентів виробничого та технологічного обладнання, таких як:
- відновлення стінок ківшів екскаваторів та навантажувачів у зонах налипання ґрунту;
- зміцнення стінок бункерів та циклонів для цементних та гірничих підприємств;
- антикорозійне наплавлення внутрішніх стінок резервуарів високого тиску типу РВС-5000…РВС-20000;
- ремонт зон кавітаційного зносу в насосах та гідроциклонах;
- наплавлення зносостійких смуг на стінки дробоструминних камер.
Технічні характеристики технологічного обладнання, яке використовується компанією LaserCWM
- Лазер: IPG 6000 Вт + робот Fanuc M-20iA з прецизійною наплавною головкою
- Подача порошку: коаксіальна, 2–20 г/хв.
- Максимальні габарити деталі: 12000 × 3000 × 2500 мм
- Товщина відновлюваної стінки зі сталі марки 09Г2С: від 6 мм
- Товщина шару, що наплавляється за один прохід,: 0,6–2,5 мм
- Ширина доріжки: 3–12 мм
- Матеріали наплавлення:
- нержавіючі 308LSi, 316L (антикорозійний шар),
- зносостійкі на основі Ni-Cr-B-Si (типу Colmonoy),
- твердосплавні порошки на нікелевій та кобальтовій основі (Stellite 6, Stellite 21),
- інструментальні аналоги Х12МФ, ДІ-90 та ін.
- Точність позиціонування: ±0,05 мм
- Наплавлення у будь-якому положенні: вертикаль, стельове, горизонталь.
Використовуючи роботизоване лазерне обладнання, застосовуючи високоефективні матеріали та інноваційні технологічні процеси, фахівці компанії гарантують високу якість виконуваних робіт, що дає можливість забезпечити підвищення ресурсу, відновлених методом лазерного наплавлення, вузлів та механізмів у 3–7 разів.