

Лазерне різання тонколистового металу на деталі
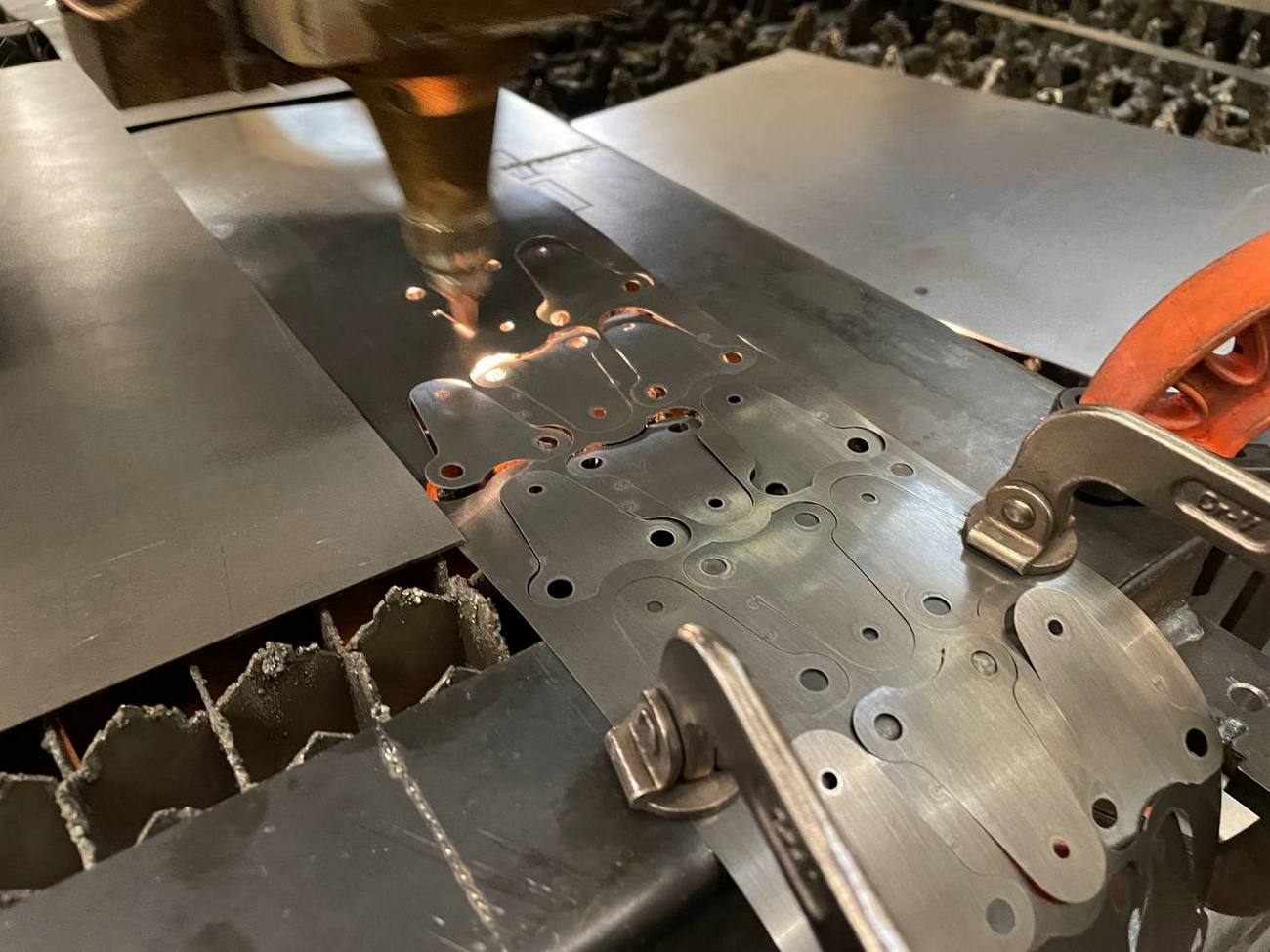
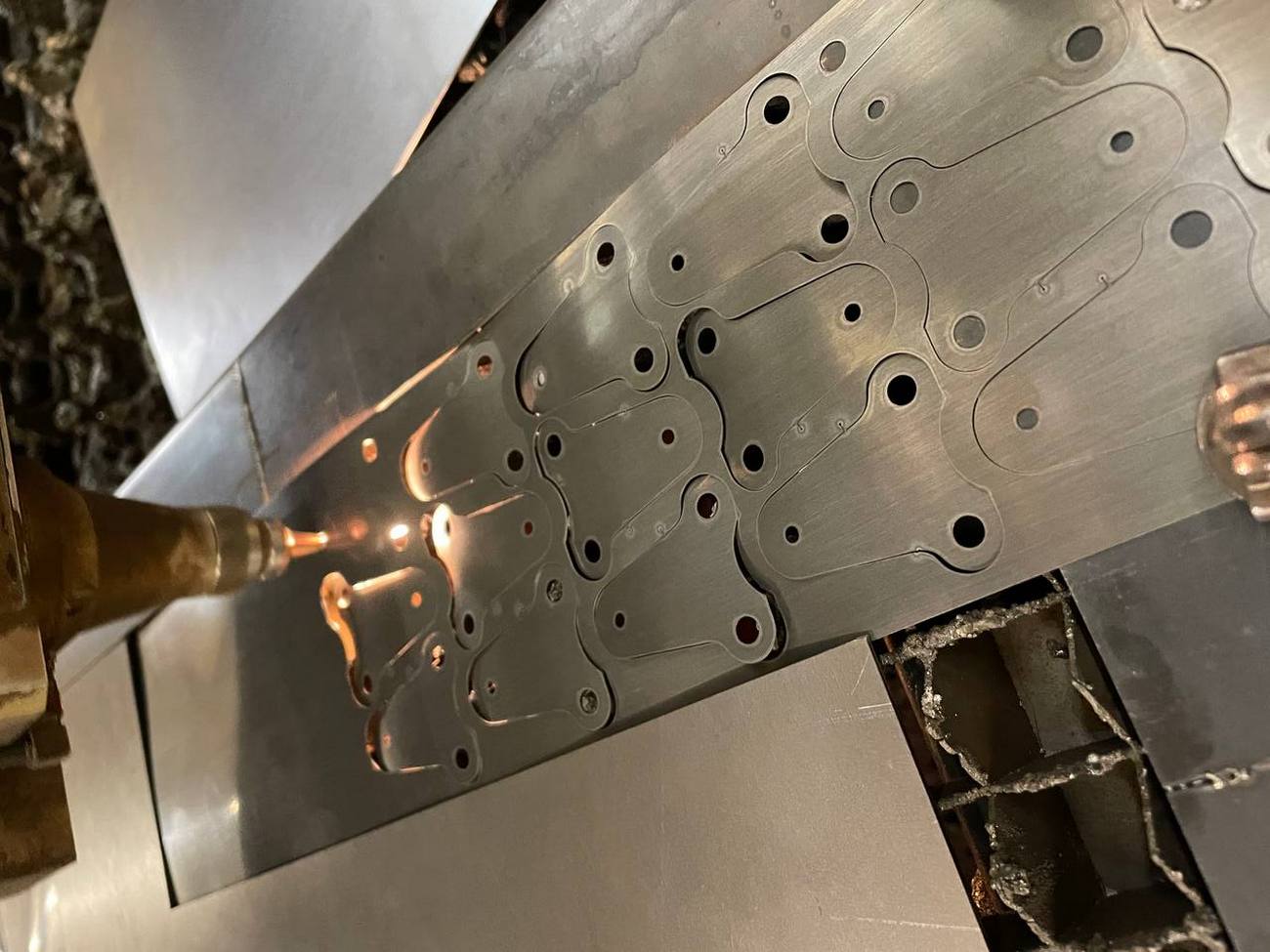
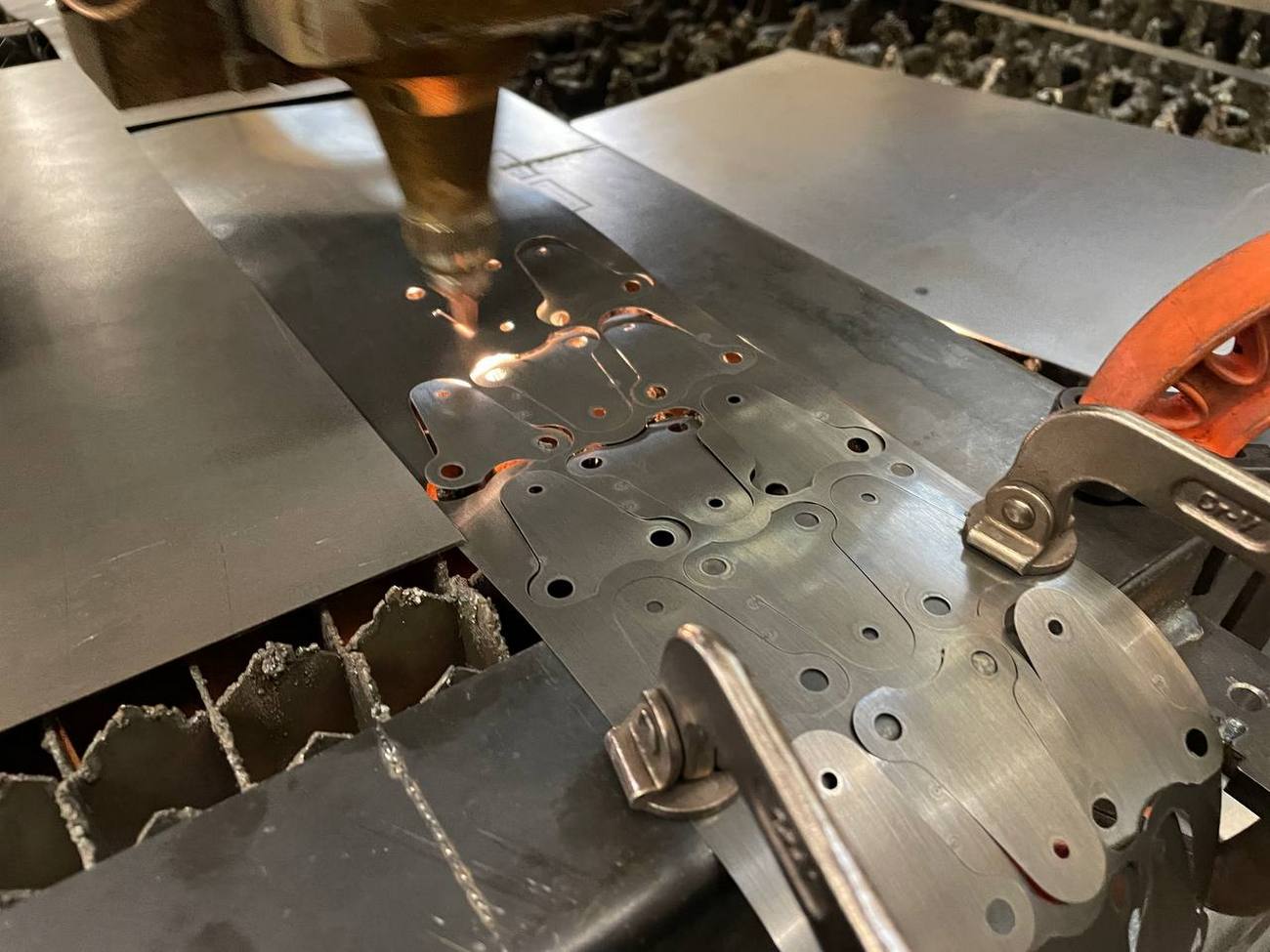
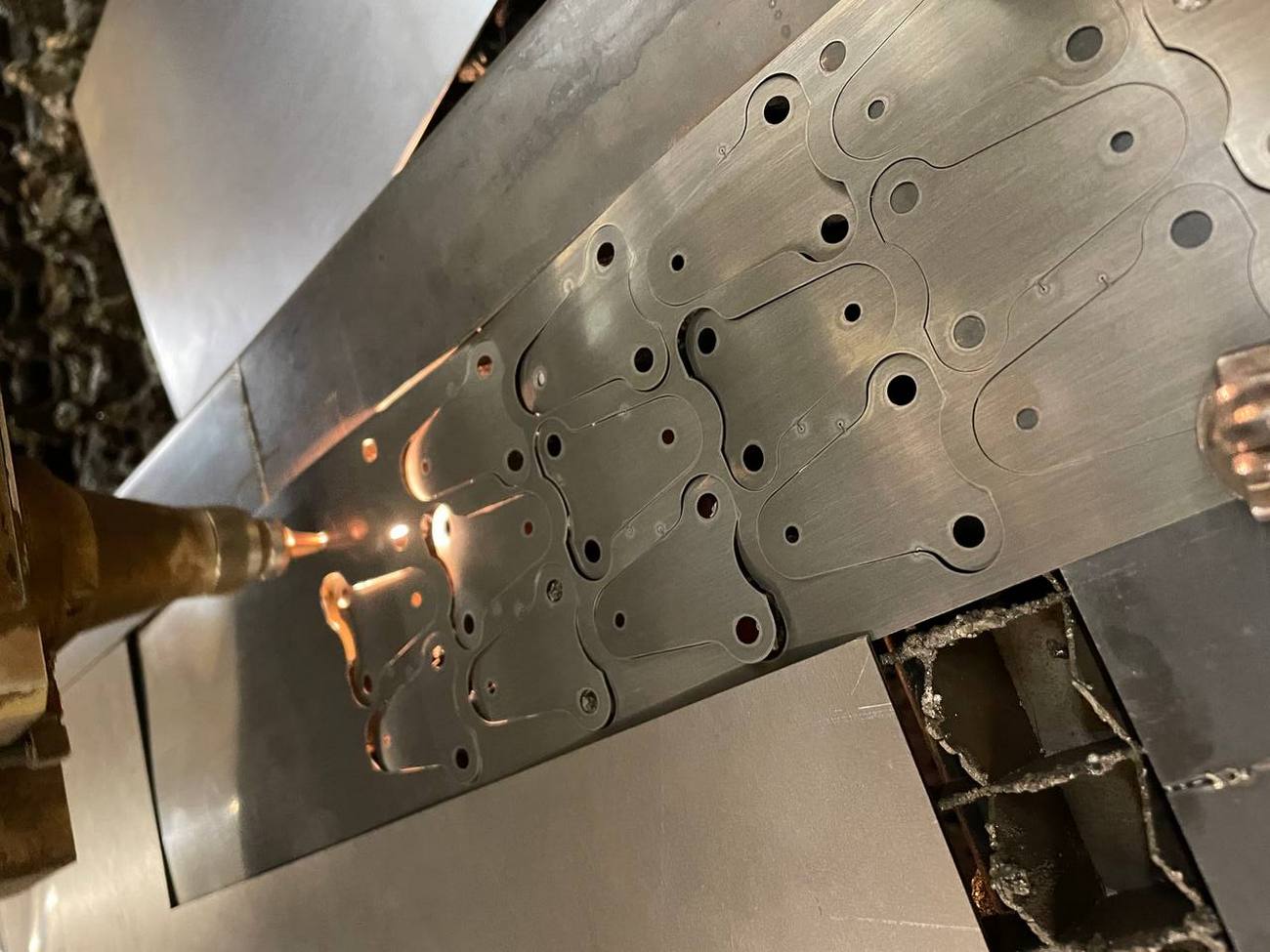
Застосування лазерного різання є оптимальною технологією металообробки тонколистового металопрокату для виготовлення деталей з жароміцної, стійкої до корозії сталі марки 12Х18Н9 товщиною 0,2 мм. Лазерне різання металу поєднує в собі високу швидкість обробки з винятково точним різанням, крім цього, відсутня необхідність у проєктуванні, виготовленні та використанні дороговартісного оснащення, а також використанні ковальськопресового обладнання. Сфокусоване когерентне лазерне випромінювання, що використовується при цьому, спрямовується на оброблювану ділянку металу, який плавиться, згорає, випаровується або видувається струменем допоміжного газу, залишаючи гладку кромку з поверхнею високої якості, яка не потребує постоброблення.
Лазерне різання тонколистової сталі економічно доцільне навіть за невеликих розмірів партій. Особливість лазерного різання полягає у використанні концентрованого теплового впливу лазерного випромінювання на мінімальну ділянку поверхні, що забезпечує мінімальний зазор різання, високу швидкість оброблення і мінімальний тепловий вплив на метал.
Основні переваги лазерного різання тонколистової сталі порівняно з традиційними методами:
- Більш висока точність забезпечується ідеальним фокусуванням лазерного променя на оброблюваній поверхні.
- Вузька зона фокусування променя забезпечує набагато меншу, порівняно з іншими методами, ширину пропилу, що дає змогу поліпшити використання тонколистової сталі, тим самим зменшити відходи матеріалу і витрати.
- Високий рівень повторюваності дає змогу виготовляти необмежену кількість точних копій одних і тих самих деталей.
- Відсутність необхідності у використанні додаткових допоміжних матеріалів.
- Гладкі, високоякісні кромки по лінії розрізу, відсутність задирок, термічної та механічної деформації поверхні, дають змогу практично відмовитися від додаткової вторинної обробки, а також значно знизити потребу в чистовій обробці.
- Завдяки меншій ширині пропилу, нижчому відсотку механічних викривлень, практично повній відсутності дефектів обробки, забезпеченню більш жорстких допусків, досягається набагато краще використання тонколистового металопрокату.
Використовуючи сучасне, високотехнологічне лазерне обладнання, київська спеціалізована компанія LaserCWM виконує замовлення з виготовлення готових деталей і заготовок з тонколистової сталі різних марок. Виробничий персонал компанії, досконало володіючи всіма тонкощами технологій лазерного оброблення, гарантує своєчасне і якісне виконання замовлень з виготовлення готових деталей за оптимальною ціною.