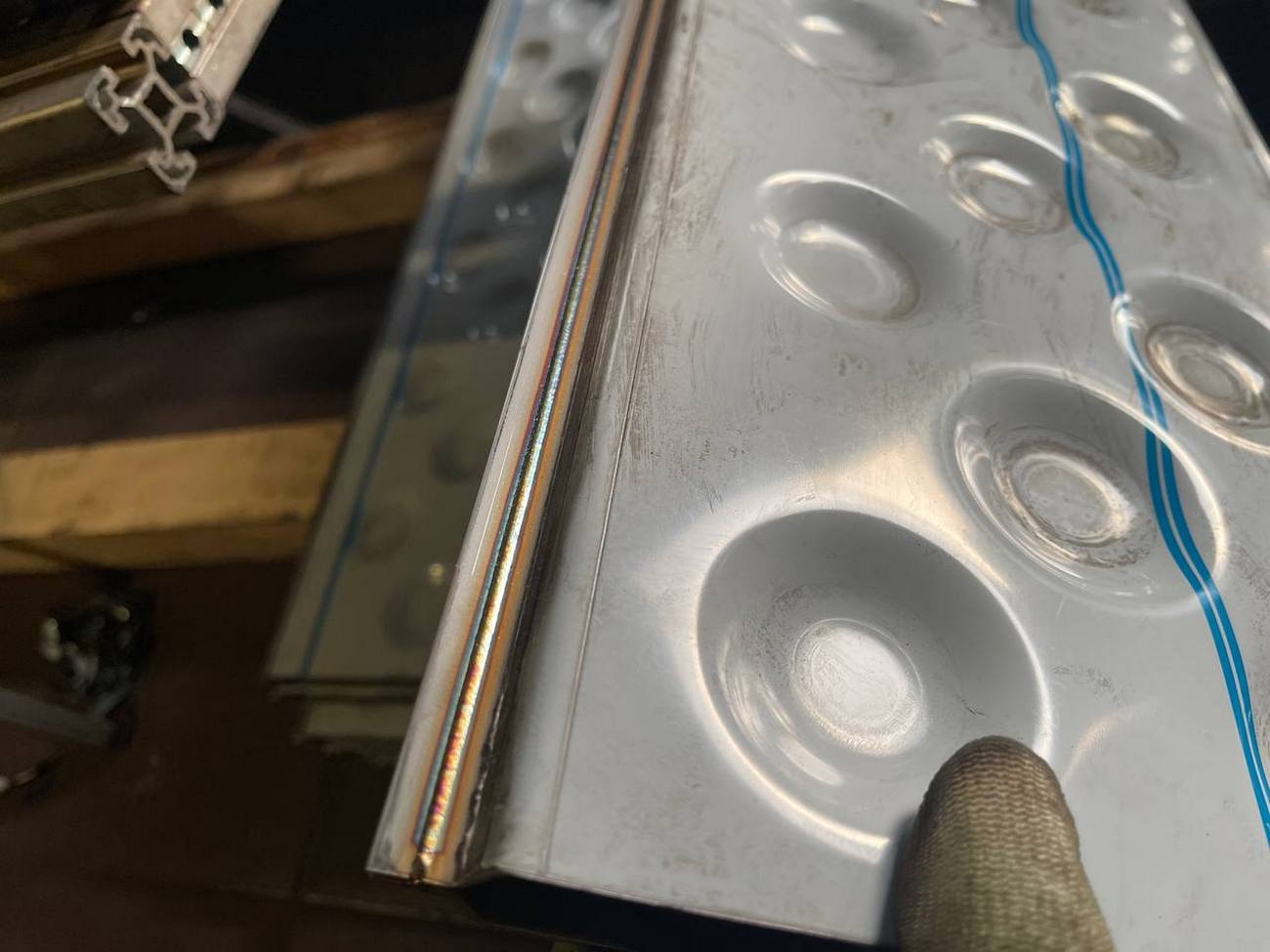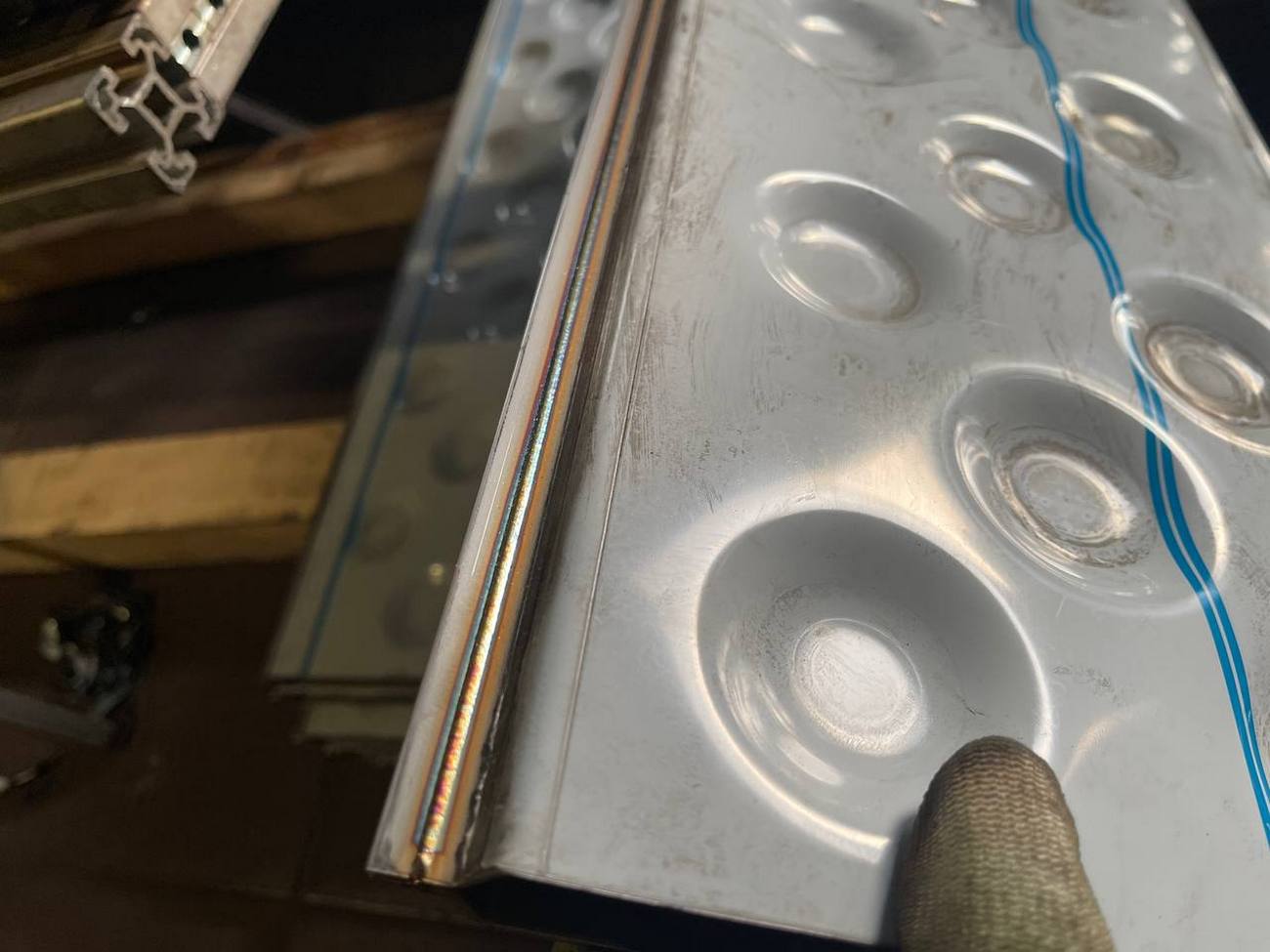

Лазерне зварювання теплообмінників з нержавіючої сталі товщиною 1,5 мм
Сучасна металообробка тонколистового металопрокату з нержавіючої сталі із застосуванням лазерного зварювання з великою ефективністю використовується для надійного з'єднання складальних одиниць готових виробів, що працюють у жорстких режимах експлуатації.
Прийшовши, здебільшого, на зміну традиційним MIG або TIG виробничим процесам, лазерне зварювання забезпечує значне скорочення безлічі вторинних операцій, забезпечуючи ідеальну якість зварного шва за нижчих виробничих витрат, мінімізуючи, водночас, час на остаточне складання готових виробів.
Під час виконання операцій зі зварювання нержавіючої сталі необхідно враховувати низку проблем, таких як:
- температурна деформація, викривлення і розтріскування через надмірне тепловкладення в ділянці зварного шва, що призводить до деформації під час його охолодження;
- зменшення корозійної стійкості через зміну структури легуючих елементів під впливом надмірного тепла і забруднення вуглецем з присадних матеріалів зони термічного впливу;
- різниця температури плавлення неіржавіючої сталі порівняно зі звичайною, що створює проблеми при з'єднанні деталей з різних сортаментів сталевого металопрокату;
- необхідність забезпечення зварювального поста ефективною вентиляцією через виділення токсичного газу у вигляді шестивалентного хрому в процесі нагріву та охолодження області зварного шва.
Використання високотехнологічного, сучасного обладнання при виконанні лазерного зварювання компонентів з нержавіючої сталі забезпечує вирішення вищевказаних проблем.
Крім цього, використання лазерних зварювальних апаратів для зварювання деталей з нержавіючої сталі дає змогу:
- Значно підвищити швидкість зварювання.
- Забезпечити необхідну для надійного з'єднання компонентів глибину зварного шва.
- Уникнути температурної деформації готового з'єднання в області зварного шва.
- Забезпечити високу якість зварного з'єднання, що не потребує додаткового рихтування і полірування.
- Забезпечити високу точність виконання операції завдяки можливості виконання оптимального фокусування лазерного променя в зоні зварювання.
- Забезпечити високу чистоту зварювального процесу за рахунок відсутності необхідності у використанні присадних матеріалів і флюсів.
- Забезпечити збереження антикорозійних властивостей нержавіючої сталі.
Київська компанія LaserCWM, під час виконання робіт із лазерного зварювання деталей із тонколистової неіржавкої сталі, використовує високотехнологічне обладнання, що дає змогу забезпечувати надійне з'єднання складальних компонентів виробів, які працюють у жорстких умовах експлуатації. Технічний персонал компанії має необхідний досвід і кваліфікацію, що дає можливість компанії гарантувати своєчасне і високоякісне виконання замовлень з лазерного зварювання деталей з тонколистової нержавіючої сталі.